SHAMLI DISTILLERY & CHEMICAL WORKS

Shamli Distillery
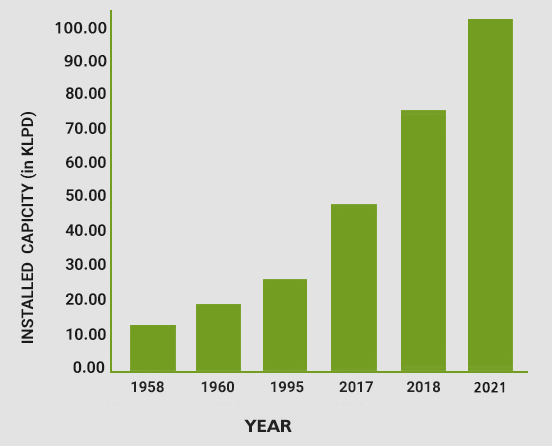
Shamli Distillery unit was installed at Shamli, Dist. Shamli (U.P.) in the year 1945 with an installed capacity of 12.00 KLPD. Subsequently, the capacity was increased in stages as detailed below to reach its present level of 100.00 KLPD.
| Year | Installed Capacity (in KLPD) |
|---|---|
| 1958 | 12.00 |
| 1960 | 18.20 |
| 1995 | 24.50 |
| 2017 | 45.00 |
| 2018 | 70.00 |
| 2021 | 100.00 |
Since this distillery is located adjacent to the Sugar factory, it has an inherent advantage of procuring molasses and bagasse from the Sugar unit where the molasses transfer through pipelines to the distillery on approval basis.
At present, the unit is producing Rectified Spirit, Denatured Spirit, Special Denatured Spirit, and Anhydrous Alcohol & Extra Neutral Alcohol.
In the year 2020-21 the Union Government took the decision to blend 20% Anhydrous Ethanol with petrol in different States. up to 2023. To produce and supply the Anhydrous Ethanol the Unit has installed an Anhydrous Ethanol Plant having a capacity of 65000 BLs per day, which was further increased up to 100000BLs per day.
For co-generation of Steam & Power, initially in the year 2020-2021 the unit has installed a high-pressure incineration boiler of 36Tones per hour capacity with a steam pressure of 45kg/cm2 and one back pressure Turbine of 3.5 MegaWatt capacity, In the year 2021. This boiler will use concentrated spent wash (SLOP) as fuel and help to achieve ZERO EFFLUENT DISCHARGE STATUS.

Distillery Plant From Inside
The residual sugar left in the Molasses after extracting sugar by the sugar factory is utilized by the Distilleries. The Molasses is stored in Steel Tanks in the Distillery and when required is diluted with water after proper weighment. Yeast breaks sugar into Alcohol & Carbon Dioxide and the fermented liquid, which is known as wash which contains 8% to 10% Alcohol. The fermented wash is distilled in Multi pressure Distillation Plant having different column with the help of steam and is separated and stored in the warehouses. From here this is used for making different grades of Alcohol i.e. Denatured Spirit, Special Denatured Spirit, Anhydrous Alcohol.

Storage Tank
.jpg)
Compurised Distillery Plant Process

Distillery Fermantation Process

Water Treatment Plant

Ethanol Filling Station
The process involves the Rectified spirit feed containing 95 % V/v alcohol is pumped from R.S. feed tank to top tray of Evaporative column after pre heated in Feed pre- heater which operates under pressure. Alcohol vapors are then sent to twin Adsorbent Beds through super heater. These adsorbent bed will adsorb moisture present in feed vapors and dehydrated product Alcohol vapors are obtained from bottom of the bed and are stored in ware house after passing through cooler.
| Alcohol(Ethyl Alcohol) | : 80% v/v |
| Glycerol | : 1.45% v/v |
| Hydrogen Peroxide | : 0.125% v/v |
| Sterile Distilled Water | : q.s. to 100% v/v |
| Excipients & Fragrances added. |
- WHO approved formula.
- Certified by Drug Lincesing and Controlling Authority, U.P.
200 ml
250 ml
5 Ltr
Home